
Solutions de vitrage EINES®
Les problèmes les plus courants
À la suite d'une mauvaise application de l'apprêt ou du PU, des problèmes surviennent aux niveaux suivants :
La possibilité de détection des défauts une fois le verre inséré est nulle.
Nos solutions EINES
Contrôle du verre
Contrôle de l'application de l'apprêt
Contrôle de l'application du PU
Insertion du guidage
Mesure automatique sans contact
Coordination des services de rapport
Vérification de l'insertion post-3D
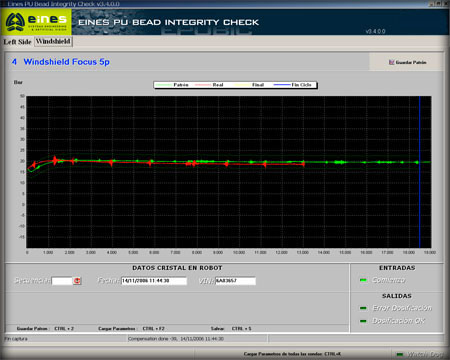
Vérification de la pression PU
Contrôle de la pression de l'application PU sur les cellules en verre pour empêcher l'eau d'entrer dans
les sources des problèmes
- Discontinuités dans les perles PU créées par un matériau manquant
- Bulles à l'intérieur du matériau PU
- Particules dures ou grumeaux
- Problèmes dans le système de dosage PU et le barillet du véhicule
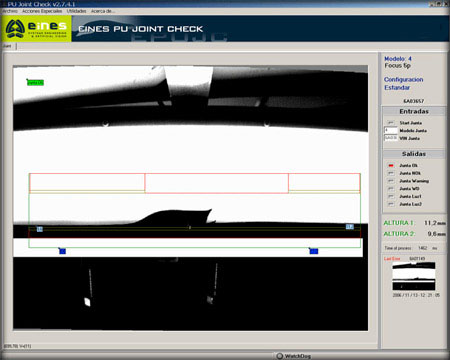
Contrôle des jonctions PU
La deuxième phase d'application du produit commence par l'application PU. Le programme de contrôle de la pression PU, développé par Eines, vérifie l'absence de bulles d'air dans le produit appliqué.
Le système de contrôle des jonctions PU est équipé d'un dispositif pour détecter les écarts ou un manque de PU dans les zones les plus difficiles à inspecter par le programme de contrôle de la pression.
En d'autres termes, la jonction des perles PU est le point « critique » où le début et la fin des perles PU sont joints pendant le processus de dosage PU. Au début du processus de dosage, il y a une augmentation continue de la pression à partir de son niveau minimum jusqu'à son niveau stable et une diminution ultérieure à mesure que le processus s'approche à sa fin. La pression est variable à ces deux étapes et le programme de contrôle de la pression ne peut pas prendre en compte ces mesures.
Vérification de l'apprêt
Exemple d'inspection dynamique
Détection des défauts en temps réel
- Position du chemin de l'apprêt
- Largeur de l'apprêt
- Écarts de l'apprêt
- Pulvérisation excessive (lors de la pulvérisation)


